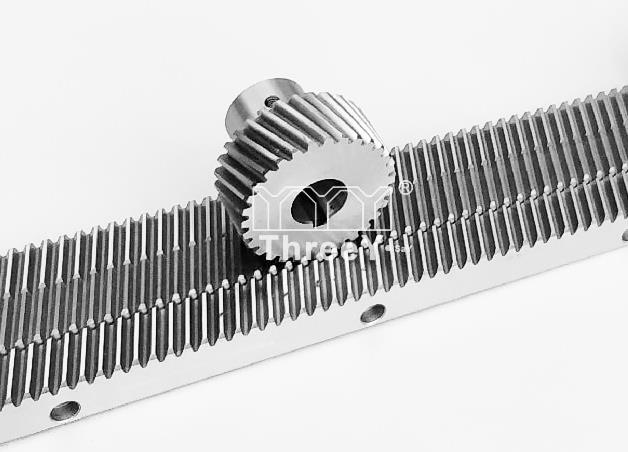

齒條刀具的全部齒形參數———齒距、齒厚、全齒高、螺旋角、后角、齒形角等均通過該工序一次成形。
齒條采用接刀工藝方法可降低大尺寸齒條刀具的加工難度,拓展線切割機床的有效加工范圍。

由于被加工齒條刀具的長度較大,且加工時為部分夾持,夾緊方向隨螺旋角的不同而變化,與水平面不垂直,因此對夾具的剛性要求較高。
線切割機床的上、下噴嘴是按程序編制的加工軌跡移動,噴嘴周圍有較大空間,因此可根據程序的加工方向將齒條刀具的一端固定在加工行程內,另一端置于噴嘴旁的空隙處,當加工完刀具的L1段后,松開夾具,將工件在夾具定位面中沿X軸方向斜向移動,使刀具的L2段完全進入可加工范圍內并夾持緊固,然后通過測量已加工出的基準面找出第二段加工程序的起割點,通過執行第二段加工程序,即可完成整把齒條刀具的線切割加工。
由于第2段加工程序是以第1段加工程序的加工面作為參考基準,因此即使存在加工誤差,也可保持誤差方向的一致性,減小加工誤差的影響。在加工實踐中發現,如以第1段程序加工出的前一齒側面作為測量基準效果更好,由于該面也是設計基準面,如將其作為測量基準面,則可保證基準重合。
工件移動時應保持方向不變,因此對夾具定位精度的要求也較高。在計算移動距離時,則應考慮電極切割絲與該基準面非垂直接觸引起的測量誤差,應將距離換算為X軸方向后再移動至起割點。